以野生植物和农作物秸秆为原料采用稀酸常压固定水解法生产酒精
一、实施内容与特点
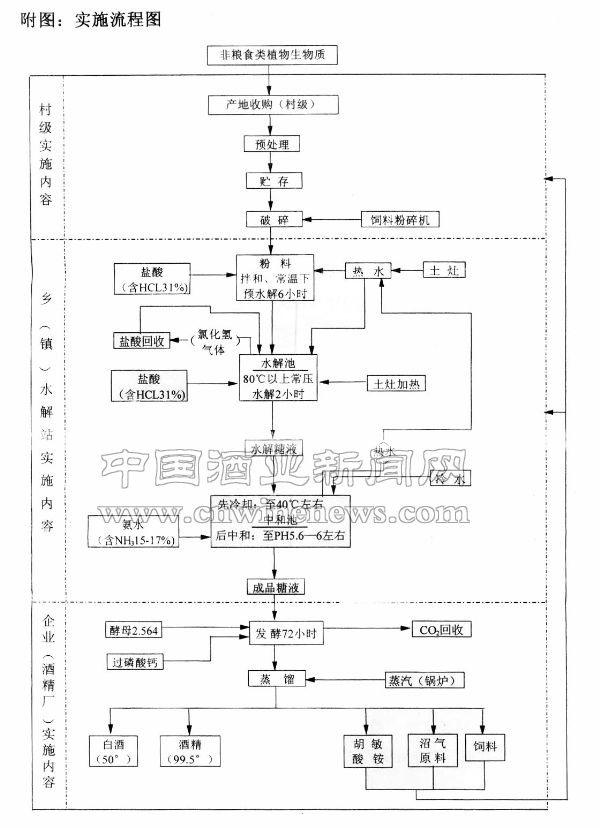
1.本方案的实施内容是以含多糖的野生植物和农作物秸秆为原料,经去杂破碎,稀盐酸常压水解,氨水中和水解糖液,然后加入酵母,经发酵、蒸馏、制取酒精并开展糟液和CO2综合利用的非粮食类植物生物质利用办法。
2.本方案具有以下特点:
(1)本方案拟定的技术路线和工艺方法可广泛用于含多糖的,尤其是半纤维素含量高的野生植物和农作物秸秆生产酒精及糟液,CO2的综合利用。
(2)厂房、设备简单,操作技术易掌握,适于普及。
(3)以盐酸(含HCL31%)为催化剂,氨水(含NH15-17%)作中和剂,过磷酸钙为营养盐,采用2.564假丝酵母发酵生产。
(4)耐酸碱容器均采用青石板或铸石板搪砌。
(5)本方案充分体现了绿色化学在植物生物质利用方面的可能性和可行性。整个生产过程中,盐酸回收、循环使用,氨水既起中和作用,又使糟液成为一种新的有机氮肥源——肥敏酸铵。CO2则回收利用。故无有害物质进入自然生态循环。
(6)社会效果和综合经济效益高于以粮食为原料的酶介法酒精生产。
二、实施流程(见附图)
三、实施方法
1.厂房:除酒精生产车间外,水解工段可用土坯房、棚屋或砖混平房。
2.主要设备:
(1)盐酸贮池和回收池、氨水贮槽、水解锅甑壁、中和池等耐酸碱容器外层用黄泥夯实,中层用钢筋水泥预制,内用青石板或铸石板搪砌。
(2)水解底锅、水解锅甑盖和过气管及冷却管用不锈钢材料制作。
(3)供热:土灶(水解工段)。
(4)酒精厂设计与装备同传统酒精生产厂。
3.原料收购、贮存:产地设点,就地收购、验收、贮存。
4.工艺:
(1)破碎:用锤击式饲料粉碎机粉碎。
(2)水解:粉料先用稀盐酸(6%以上)拌和,常温下预水解6小时,而后入水解锅,按液比数加入适量盐酸、热水。用土灶加热至80℃以上,常压水解2小时,然后将水解糖液放入中和池中冷却至40℃以上。
(3)中和:慢慢往已冷却的水解糖液中加入氨水至PH5.6-6时止。
(4)发酵:待水解糖液冷却至32-35℃时,放入发酵罐(池),同时加入繁殖旺盛的2.564假丝酵母和过磷酸钙,发酵72小时。
(5)蒸馏:同常法。
5.糟液、CO2的利用和处理:略。
四、释疑与说明
1.经济效益:应用本方案生产的非粮食类植物生物质酒精所产生的综合经济效益,将高于以粮食为原料,采用酶介法生产的酒精。因为:(1)厂房设备投资少;(2)催化剂能多次循环利用,中和剂具有双重经济价值;(3)糟液和CO2经回收和综合利用后,可降低成本;(4)不用糖化曲;(5)采用分工实施、逐级消化的生产组织模式,使原料、半成品的运输量和运费及预处理费用得以逐级递减。上述五点的累加效应足以抵消非粮食类植物生物质产品得率低、原料运费高的缺憾。事实也可以证明这一点,据一九七二年十月原金华地区酿酒协作组统计,传统酶法生产的金刚刺根白酒(50°)平均成本为920元/吨,而原创性的稀酸常压固定水解法生产成本只837元/吨。
2.产品质量:上世纪七十年代试产期间,就有多人多次提出水解法生产的酒精、白酒是否可食用的问题。为此,试产的酒精、白酒多次被省、市县卫生防疫部门采样检测,后确信不但可食用,还因酒中溶有微量铵盐而有止咳化痰的医疗效用。现摘录浙江省原金华地区防疫站一九七三年358号检验报告如下:
色:清澈透明,无色、无混浊与沉淀物质。
香:香气正常。
味:无异杂味。
铅(以Pb计):小于1mg/L 砷:小于1mg/L
乙醇:50%(论容) 甲醇(g/100ml):<0.04
铵盐:微量 什醇油:<0.2%
氯化物:未检出
3.催化剂问题:应用盐酸为水解催化剂,原因有:(1)盐酸催化效率高于硫酸;(2)价格低于硫酸五分之一;(3)可回收重新使用;(4)使糟液不“废”,能综合利用。
4.中和用氨水问题:理由是:(1)碱性;(2)价格低、来源丰富;(3)中和后的水解糖液洁净,酒精蒸馏塔不结垢;(4)在整个生产过程中,氨水除起中和作用外,还因中和后,水解糖液中的氯化铵发生可逆化学反应,蒸馏时溶于水和糟液中,从而使酒具有一定的医疗效用,使糟液成为含氮量达0.7-1.2%的胡敏酸铵,或沼气原料。
5.青石板和铸石板耐酸碱性与价格问题:
笔者在原浙江省常山县酒厂多次试用本地产的青石板浸入浓盐酸、浓硫酸和30%的氢氧化钠溶液中,在常温下观察一星期,青石板性质不变,外形无损蚀。铸石板也可用,但价格比青石板贵。
据近期了解,10m3不锈钢盐酸贮槽造价约6.38万元左右,而同容积的青石板贮池造价只0.28万元左右。两者相比,前者价格是后者的22倍。实践证明,青石板是一种价廉物美、搪砌耐酸碱容器的理想材料。