糖化岗位无能耗半密封式余热回收与利用
在原料、辅料及能源价格持续上涨、啤酒成本大幅攀升、啤酒销售利润严重受挫的今天,节能降耗以压缩啤酒生产成本已成为必然趋势。
啤酒生产中有50%以上的蒸汽热能消耗在制糖岗位,因此,糖化岗位热能节约和回收利用对啤酒行业经济效益影响甚重。糖化岗位糊化锅夹套蒸汽冷凝水、糖化锅加热带蒸汽冷凝水、煮沸锅加热器蒸汽冷凝水与二次蒸汽、发酵岗位管道杀菌水,常常被企业排入大气和水沟中,这样既对周围环境造成了污染,又浪费了大量的热能。
笔者通过翻阅资料和考察研究,结合河南哈曼啤酒有限公司的具体情况,设计出当今最先进的无能耗半密封式余热回收新技术。
一、工艺路线
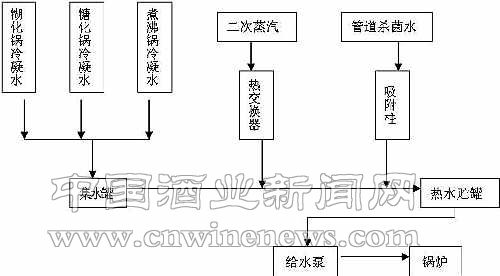
糊化锅夹套蒸汽冷凝水、糖化锅加热带蒸汽冷凝水、煮沸锅加热器蒸汽冷凝水,分别经疏水器进入热水集罐,利用余压送往锅炉热水贮罐;煮沸锅二次蒸汽经列管热交换器与一次软化水进行热交换,得80℃以上热水送锅炉热水贮罐;发酵管道杀菌水经活性炭吸附柱吸附过滤后,送锅炉热水贮罐;温高80℃以上热水,经离心给水泵送锅炉利用(如图)。
效益分析
1.该余热回收系统的设备、工艺管道均采用废旧设备和旧管道改制而成,无动力设备投入。
2.本工艺每天可回收80℃以上热水200T,其热能:
200 ×1000×(80-20)=12×106 kcal
折热值5000kcal/kg烟煤:
12×106÷5000÷1000=2.4T
锅炉效率按65%计算,每天净节煤:
2.4÷65%=3.7T
燃烧值5000kcal/kg的烟煤,每吨按500元价格计算,年生产运行300天,则年节约资金:
3.7×500×300=55.5(万元)
此工艺每天能回收冷凝水和管道杀菌水160吨,吨水耗电价0.3元,则年节约电费:
160×0.3×300=1.44(万元)
锅炉热水贮罐高出水泵4.5m,给水泵电机11kw,年节约用电量3960度,每度电价按0.6元计算,则年节约电费:
0.6×3960=0.2376(万元)
此热能回收年净增效益:
55.5+1.44+0.2376=57.18(万元)
三、小结
河南哈曼啤酒有限公司采用无能耗半密封式余热回收技术回收热能,不仅在能源方面节约了大量原煤、电和水,而且也带来了相当可观的环境效益和社会效益。其好处有以下几点:
1.热能回收充分,与传统的开式余热回收相比,防止了大量汽化潜热的浪费。
2.避免了糖化岗位大量蒸汽外冒所形成的不美观和污染环境现象,解决了厂房腐蚀、墙壁剥落等难题,保证了车间电器、设备的安全使用,延长了设备使用寿命。
3.因现在进锅炉为高温冷凝水,所以提高了锅炉单位时间蒸发量,避免了锅内结垢,免去了制软水的资金投入。
4.取消了原来砖混结构软水池(原水池渗、漏水严重),节约了水资源。
5.因锅炉热水贮罐高4.5m,从根本上消除了负压下高温水对水泵汽蚀发生的条件,解决了高温水易汽化造成离心给水泵不打水现象,保证了锅炉的正常运行。