金江津酒的研究(下)
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
|
|
|



3.试验方法
3.1 发酵池材料和发酵周期的试验
在德感酒厂生产车间的发酵池内,分别用陶砖、瓷砖和石料各砌4个发酵池,用同等操作方法和配料进行发酵试验(见表3)。
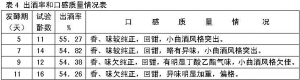
3.1.1 出酒率和白酒口感质量情况(见表4)
从表4可以看出,5天发酵出酒率和口感质量均较好,随着发酵期的延长,出酒率逐步下降,白酒异味加重。经分析,从7天发酵开始出现丁酸乙酯(见表5)。
注:表5系在整个试验中丁酸乙酯出现的酢数。
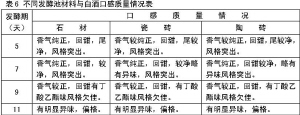
3.1.2 发酵池材料与白酒感观质量的影响(见表6)
从表6可以看出,石材发酵池5天发酵酒质口感较好,符合清香型基础酒质量的要求。
3.1.3 各发酵周期和发酵池材料与主要微量成分的关系
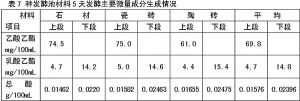
3.1.3.1 5天发酵(见表7)
从表7可以看出,5天发酵石材和瓷砖乙酸乙酯含量最高,其它指标无明显变化。
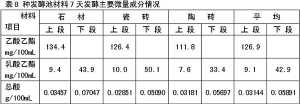
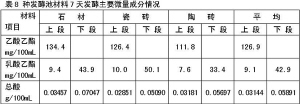
3.1.3.2 7天发酵(见表8)
从表8可以看出,在7天发酵中,酯、酸含量均有上升,石材含量最高。
3.1.3.3 9天发酵(见表9)
从表9可以看出,主要成分中乙酸乙酯继续上升,但石材含量仍最高。
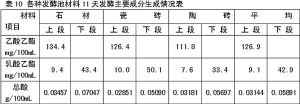
3.1.3.4 11天发酵(见表10)
从表10可以看出,主要成分中乙酸乙酯继续上升,但石材含量仍最高。
从表4-表10可以得出,在5天发酵期的时候,石材口感质量最好,出酒率最高。但随着发酵期的延长,各酯酸成分逐渐递增(石材发酵池均为最高),但上升的幅度很小。经品尝鉴定,随着发酵期的延长,白酒异杂味逐渐增加,同时,出酒率逐渐下降,所以,选择石材发酵池5天发酵是较为合理的。
3.2 生香酵母培养应用试验
3.2.1 生香酵母窖内发酵试验
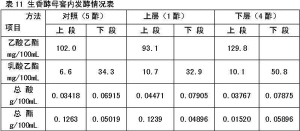
取250kg混合糟,接入固体生香酵母10.6亿/g,10kg分别于发酵池的上层和下层7天发酵试验(见表11)。
从表11可以看出,窖内发酵乙酸乙酯、乳酯乙酯和总酸上升幅度很小,说明生香酵母入窖发酵这一方法达不到该项目提高乙酸乙酯含量的要求。
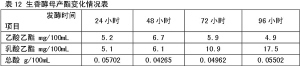
3.2.2 对生香酵母产酯的变化情况进行监测分析
将1kg固体生香酵母用10倍5%的麦芽糖水活化24小时,装窖前与混合糟混匀入窖发酵,每 24小时取样一次,于实验室蒸馏分析。
方法是:称取样品250g,加水250mL,接取蒸馏液100mL,分析结果见表12。
从表12可以看出,在发酵过程中, 乙酸乙酯的最大值是48小时,以后逐渐下降。乳酸乙酯和总酸随时间延长而增加。这说明48小时以后发酵池内氧气基本耗尽,使生香酵母老化而无法进行酯的代谢,温度继续上升加上酯又被分解而逐渐下降。所以,生香酵母入窖发酵在川发小曲酒生产工艺中提高乙酸乙酯含量是不可行的。
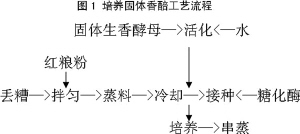
3.2.3 利用丢糟培养固体香醅(见图1)
3.2.3.1 生香酵母活化
将固体生香酵母用33℃热水溶解加水,稀释至1:10,保温33℃活化半小时,或取出甑时蒸好的熟粮3kg,加糖化酶70℃保温糖化2小时后,加水调至35℃左右,接入生香酵母200g活化10小时备用。
3.2.3.2 培养基的制备
取丢糟150kg与10kg高粱粉拌匀于烤酒后蒸熟(最好掌握在淀粉浓度8%,酸度0.9左右,水分50-55%为宜),冷却至60-70℃时加糖化酶250g保温糖化2小时。
3.2.3.3 接种
将培养基冷却至27℃左右,接入已活化好的生香酵母液拌匀堆积。
3.2.3.4 培养
接种堆积4小时后品温开始上升,9小时后品温达32℃,此时可酌情翻造,使其吸氧均匀,同时降低品温,视室温高低掌握厚度。在整个培养过程中,品温不得超过35℃,培养14小时以后,香醅具有浓郁的乙酸乙酯香味,此时即可使用,或控制温度备用。
3.2.3.5 串蒸
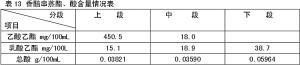
蒸酒时,将培养成熟的香醅于甑子上层串蒸,每甑串香醅150-200kg ,分上、中、下三段摘酒贮存,串蒸效果见表13。
从表13可以看出,通过香醅串蒸可大幅度提高乙酸乙酯的含量。
3.3 调味酒生产
3.3.1 轮底发酵
生产特殊成分含量的调味酒。将投料600kg的发酵池蒸酒时取二分之一蒸馏,然后再投料300kg入窖发酵,使其原发酵池内的发酵糟再发酵一个周期进行蒸馏,该酒醇厚,香味特浓,理化分析见表14。
从表14可以看出,乳酸乙酯显著提高,可作调味酒使用。
3.3.2 利用黄水发酵制作调味酒
取黄水200kg盛于酒缸内,加曲使其继续发酵。由于黄水中含产酸酯的各种微生物均比较丰富,经补充养料加曲发酵后,蒸馏时根据所需馏分取液,该液香味、酸味均很纯正,可增加成品酒的酸度和酒的丰满醇厚感,是理想的调味酒。
3.3.3 采用大、小曲混合发酵制取调味酒
在小曲酒生产入窖时,加20%的大曲入窖,采用高温长发酵制取高酯、高酸、微量成分复杂的调味酒。
3.4 勾兑
川法小曲酒生产历来都被人们认为是“土酒”,档次低,致使生产人员在研究勾兑方面重视不够,没有形成系统的勾兑工艺。所以,产品质量不稳定,口感方面邪杂味较重。根据方案要求,在保持小曲酒固有风格的前提下,大幅度提高酸、酯等香味成分的含量,达到全面提高酒质的目的。
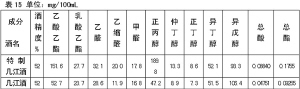
根据以上试验生产的白酒,组合勾兑可任意增加和减少几大酸酯的含量,但香味成分的含量又不是越多越好。多了,香味过头、偏格;少了,酒体淡。有些微量成分在万分之一或十万分之一的含量时,口感均会发生明显的变化,要使产品质量稳定,就必须对酒体进行设计,确定最佳配方(即数学模型)。我们将各种馏分的酒和调味酒经贮存老熟后,逐一进行色谱分析,经若干次小型试验,找出了最佳配方。同时经反复试验,找出了控制范围,制定数学模型,然后将生产的各种酒进行批量组合,勾调成“金江津”系列酒,理化指标含量见表15。
从表15可以看出,“金江津”酒与原“几江”白酒比较,主要香味成分和总酸大幅度提高,其它微量成分也相应增加,达到了预期的目的。
4.结论与讨论
4.1 试验证明,川法小曲白酒确定5天发酵期,不管是从经济效益还是从酒的质量方面来看,都是可行的。由于川法小曲酒生产设备和环境条件比较差,再加上续糟、地箱培菌等原因,容易造成杂菌感染,所以延长发酵期,会使白酒异味加重。
4.2 采用石材做发酵池,比其它材料做发酵池酒的口感质量好,这可能与材料的密度和微生物的繁殖有关。
4.3 以生香酵母菌种,采用丢糟做培养基,培养固体香醅串蒸,能大幅度提高白酒乙酸乙酯含量,其方法简单,成本低廉,容易掌握,便于推广。
4.4 完善了川法小曲酒生产勾兑工艺,从而保证了白酒质量的稳定,为微机勾兑,科学管理,奠定了基础。
4.5 采用该方法生产的“金江津”系列酒,没有改变工艺流程,对出酒率无任何影响。彻底解决了小曲酒邪杂味重的缺陷,在保留小曲酒固有风格的前提下,提高了产品的质量档次,由于设备的改变,还可节约费用,经济效益显著。
4.6 由于当时检测设备有限,高沸点以及酸类物质尚未检测。
4.7 在试验过程中,发现有己酸乙酯和丁酸乙酯的生成,除发酵期长以外,可能与清洁卫生和泥盖密封有关。在生产中,除窖池底部必须改用石材外,剩余部分可采用其它封窖材料,避免糟醅与泥的接触。